在现代化物流与仓储管理领域,集装箱仓库提升门作为关键设施,正日益受到行业关注。它不仅是传统仓库提升门技术的升级版,更是融合了集装箱运输优势的智慧仓储解决方案。随着全球化贸易的深入发展,如何高效、安全地管理集装箱内的货物,成为企业提升运营效率的核心议题。本文将系统性地介绍集装箱仓库提升门的概念、技术特点及实际应用,帮助专业人士全面了解这一创新产品。

集装箱仓库提升门主要由门体、提升机构、控制系统及安全装置四部分组成。其核心创新点在于采用集装箱尺寸作为标准门体尺寸,实现了与集装箱的完美匹配。这种设计不仅简化了装卸流程,更确保了货物在运输与仓储环节的连续性。与常规提升门相比,集装箱仓库提升门在尺寸精度、密封性能及承重能力上均有明显提升,特别适合处理大型设备、重型货物及特殊物资。
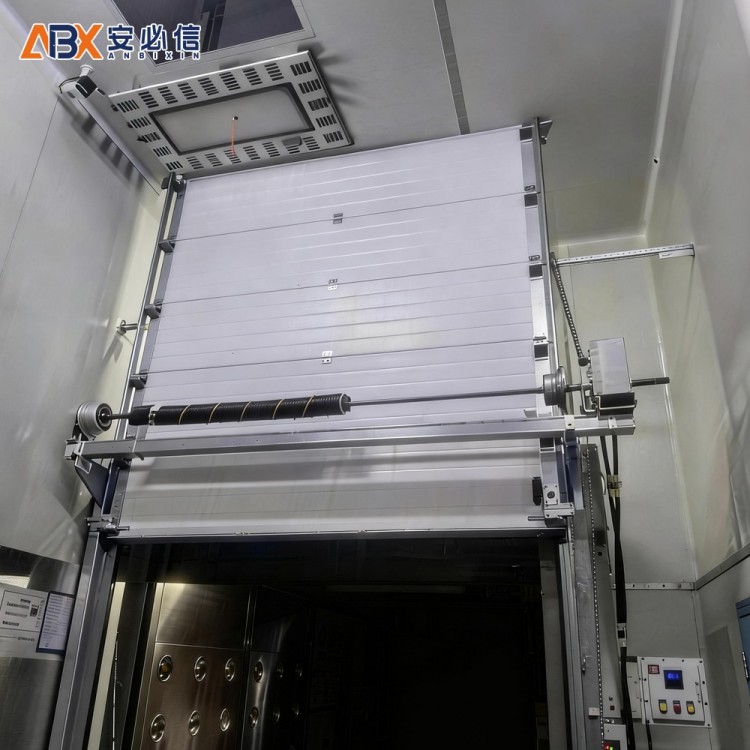
集装箱仓库提升门的工作原理基于液压或电动提升系统。当需要装卸集装箱时,系统通过控制面板启动提升机构,将门体平稳提升至预定高度,形成通道。门体通常采用双层结构,配备密封条,确保在提升过程中保持良好的气密性。在下降过程中,门体通过自重或辅助装置缓慢下降,直至完全封闭仓库入口。这种设计不仅提高了操作效率,更保障了货物在装卸过程中的安全与稳定。

集装箱仓库提升门相比传统提升门具有多项明显优势。首先,其尺寸完全匹配集装箱标准,避免了货物在装卸过程中的二次搬运,减少了人工成本和时间损耗。其次,门体采用高强度钢材制造,具备良好的耐腐蚀性和抗冲击能力,能够适应恶劣的仓储环境。此外,系统内置多重安全保护装置,包括限位开关、压力传感器及紧急停止按钮,确保操作安全可靠。在节能方面,部分型号采用节能控制系统,降低运行能耗,符合绿色环保要求。

集装箱仓库提升门广泛应用于港口、物流园区、制造业工厂及大型仓储中心。在港口物流中,它连接集装箱堆场与仓库,实现集装箱的快速转运;在制造业,用于大型设备、模具及原材料的仓储管理;在物流园区,则用于多式联运的货物中转。随着智慧物流的发展,集装箱仓库提升门正与自动化系统、物联网技术结合,实现远程监控与智能控制,进一步提升了仓储管理的智能化水平。安必信作为行业领先制造商,其集装箱仓库提升门产品已成功应用于多个大型项目中,获得了客户的高度认可。

当前,集装箱仓库提升门正朝着智能化、模块化及环保化方向发展。智能化方面,通过集成传感器、摄像头及数据分析系统,实现装卸过程的实时监控与优化。模块化设计使得门体可根据不同需求进行定制,适应各种仓库尺寸。环保方面,采用低噪音电机、节能控制系统及可回收材料,降低对环境的影响。此外,随着自动化技术的进步,部分高端型号已实现与自动化堆垛机、AGV等设备的联动,构建完整的智慧仓储系统。安必信持续投入研发,不断推出符合未来发展趋势的产品,助力客户实现仓储管理的数字化转型。
对于需要提升仓储效率、优化物流流程的企业而言,集装箱仓库提升门是一个值得深入探讨的解决方案。安必信作为行业专家,提供从产品选型、安装调试到售后服务的全方位支持。如果您正在寻找高效、可靠的集装箱仓库提升门解决方案,欢迎联系安必信,我们的专业团队将为您提供定制化服务,帮助您提升运营效率,降低成本,实现可持续发展。通过采用集装箱仓库提升门,企业不仅能够优化仓储管理,更能提升整体竞争力,在激烈的市场竞争中占据有利地位。
服务热线
微信咨询
回到顶部





